高精度减振镗刀加工轴承孔
通过试验分析,采用大长径比刀具五轴一次装夹镗削加工两轴承孔的方案具有较高可行性。但目前采用一般镗刀精加工轴承孔,切削参数在经过大量调试优化后,轴承孔的表面质量、圆柱度、垂直度仍不能同时达到.理想的要求。由于在深孔和高速的加工过程中,镗杆简化为细长悬臂梁结构,特别是大长径比镗杆,因为镗杆的悬伸过长引起刚度不足,使镗杆容易产生振动,影响加工精度。通常情况下,镗削过程中的一般镗杆,在长径比(L/D)大于 4 时,比较容易产生振动,这是由于镗杆刚度不够导致的,并且长径比越大,振动幅度愈大,当镗杆长径比为 10时,机械加工过程中所产生的变形量,是长径比达到4 时的 16 倍。加工 30# 精密轴承孔的镗杆长径比约为 7,同时钛合金材料具有较优良的高温强度和硬度,是典型的难加工材料,切削性能差,切削抗力大,进一步加剧了镗削过程中的刀具振动,零件形位要求和表面质量难以保证。因此必须考虑使用具有减振功能的刀具,通过引进多家国外刀具品牌的减振镗刀技术方案,经过对比分析,选用了山特维克一款高精度减振镗刀对轴承孔进行加工试验。
减振镗刀主要通过阻尼减振的方式,提高刀杆的动刚度,减小刀具径向跳动量,从而提高轴承孔表面加工质量。试验过程中,综合考虑零件材料的切削性能、加工技术要求、刀具本身的减振效果、刀具寿命、让刀等因素,对减振镗刀切削参数进行了调试优化。
(1)切削深度:一般来说,切削深度应略大于刀尖圆角,加工时尺寸更稳定,以免在刀片圆角上切削时,切削部位主、副偏角不稳定,对让刀量大小产生影响,从而导致尺寸加工不稳定。但由此选用的切削深度相对较大,在进行精加工时,切削深度过大,切削阻力增加,让刀量增加,不利于保证尺寸精度,一般精加工切深选择 0.1 ~ 0.2 mm。同时减振镗刀是弹性结构,刀杆静态刚性不佳,切削让刀现象更为突显,切深 0.2 mm 时,让刀量约为 0.03 ~ 0.04 mm;切深 0.1 mm 时,让刀量约为 0.01 ~ 0.02 mm。因此,为了更好的保证尺寸精度,进刀时应根据切深适当补偿让刀量,经过试验摸索,给定切深为 0.1 mm,并预留约 0.02 ~ 0.03 mm 余量,加工后测量孔径计算实际余量,补偿刀具加工至.终尺寸,刀补值等于实际余量减去上一次切削时的让刀量,避免因上一次切削让刀回弹导致尺寸超差,切深 0.1 mm 时刀具让刀略大于 0.01 mm,同时.后精修时也会产生轻微让刀,根据实际经验,.终刀补值为实际余量减去 0.01mm 让刀量即可保证孔径尺寸要求。
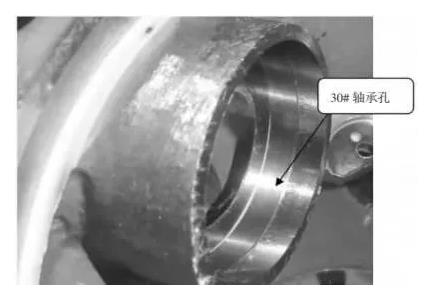
(2)线速度:线速度是影响减振镗刀加工振动的.重要因素,线速度过大或过小,均可能引起切削振颤,根据山特维克多年的减振镗刀加工经验和试验摸索,切削钛合金材料线速度一般选用 40 ~ 80 m/min.佳,结合零件材料 ZTC4 的切削性能,经调试,.终给定线速度为 50 m/min,采用这一切削参数无加工振颤现象(图 7)。
(3)每转进给 f:根据表面粗糙度计算公式Ra = f 2 × 1000/(R × 8),在保证粗糙度要求 0.4 的前提下可计算求得 f 值,从公式中可以看出,粗糙度与每转进给成正比,与刀尖圆角成反比,在精密尺寸的实际加工中,为了减小切削力,提高切削稳定性,需尽可能保证刀片的锋利度,由此选用 R0.2 精车刀片,通过上述公式计算可得:f =(Ra × R × 8/1000)1/2 =(0.4 × 10-6 × 0.2 ×8/1000)1/2 = 0.025 3 × 10-3m为了保证粗糙度合格,选择的每转进给 f 应不大于 0.025 3 mm,但是切削时若进给量太小,会加速刀具涂层磨损速度,降低刀具寿命,影响尺寸加工精度,因此,.终给定每转进给 f 为 0.025 mm;采用这一切削参数加工,轴承孔表面质量可以达到理想效果。
采用大长径比高精度减振刀具在大行程卧式五轴加工中心一次装夹加工机匣两精密斜轴承孔,由于减小甚至基本消除了加工振动,切削稳定性好,相对于采用一般加长标准镗刀加工,轴承孔表面质量及其同轴度、垂直度等形位要求也有极大提高,轴承孔加工精度和表面质量基本满足了设计要求。


 当前位置:
当前位置:

 热门推荐
热门推荐